前沿拓展:
一、螺杆式制冷压缩机的操作
1. 第一次开机及停机
开机前,联轴器必须重新找正。第一次开机,必须首先检查压缩机各部位及电器元件的工作情况。
检查项目如下:
l合上电源开关,将选择开关选为手动位置;
l 按报警按钮,警铃响;按消音钮,报警消除;
l 按电加热按钮,指示灯亮,确认电加热器工作后,按加热停止按钮,加热指示灯灭;
l 按水泵启动钮,水泵启动,指示灯亮,按水泵停止按钮,水泵停止,指示灯灭;
l 按油泵启动按钮,油泵指示灯亮,油泵运转并且旋向正确,将油压差调在0.4~0.6MPa。扳动四通阀或按动增减载按钮,检查滑阀及能量指示装置是否工作正常,最后能级指示在“0”位。
检查各自动安全保护继电器或程序的设定值\压缩机温度、压力保护参考值:
排气压力高保护:排气压力≦1.57MPa
喷油温度高保护:喷油温度≦65℃
油压差低保护:油压差≧0.1MPa
精滤器前后压差高保护:压差≦0.1MPa
吸气压力低保护:根据实际工况设定
对上述项目检查之后可开机,开机步骤如下:
1)选择开关为手动开机;
2) 打开压缩机排气截止阀;
3)将压缩机卸载至“0”位,即10%负荷位置;
4)启动冷却水泵及载冷剂水泵,向冷凝器、油冷却器及蒸发器供水;
5)启动油泵;
6) 油泵启动30秒后,油压与排气压力差达到0.4~0.6MPa,按压缩机启动按钮,压缩机启动,同时旁通电磁阀A也自动打开。电机正常运转后,A阀自动关闭;
7)观察吸气压力表,逐步开启吸气截止阀并手动增载,注意吸气压力不要过低。压缩机进入正常运转后,调整油压调节阀,使油压差为0.15~0.3MPa。
8)检查设备各部位的压力、温度尤其是运动部件的温度是否正常。如有不正常情况,应停机检查。
9)初次运转时间不宜过长,半小时左右可以停机。停机顺序为卸载、停主机、关吸气截止阀、停油泵、停水泵,完成第一次开机过程。按主机停止按钮时,旁通电磁阀B自动打开,停机后B阀自动关闭。
2. 正常开机及停机
正常开机过程如下:
a. 选择手动开机,与第一次开机过程相同。
b. 选择自动开机
1) 打开压缩机排气截止阀,启动冷却水泵及载冷剂水泵;
2)按压缩机启动按钮,这时油泵自动投入运转,滑阀自动退回“0”位。油压差建立起来之后,延时15秒左右主电机自动启动,同时旁通电磁阀A自动打开。电机正常运转后,A阀自动关闭;
3)在主电机开始启动时,应同时缓慢打开吸气截止阀,否则过高的真空将增大机器的振动和噪声。
4)压缩机将自动增载至100%,进入正常工作状态。并根据压力设定值或载冷剂温度设定值自动调整载荷位置。
正常停机过程如下:a.手动停机,与第一次开机的停机过程相同。b.选择开关在自动位置:1) 按压缩机停止按钮,滑阀自动退回“0”位,主电机自动停止,同时旁通电磁阀B自动打开,油泵延时自动停止,停机后B阀自动关闭;2)关闭吸气截止阀。如长期停机,排气截止阀亦应关闭;3)关闭水泵电源及压缩机电源开关。
3. 运转中的注意事项(1)压缩机运行中应注意观察吸排气压力、吸排气温度、油温和油压,并定时记录。要求仪表是准确的。(2)压缩机运转过程中由于某项安全保护动作自动停车,一定要查明故障原因方可开机。绝不允许通过改变它们的设定值或屏蔽故障的方法再次开机。(3)突然停电造成主机停机时,由于旁通电磁阀B不能开启,压缩机可能出现倒转现象,这时应迅速关闭吸气截止阀,减轻倒转。(4)如果在气温较低的季节长期停机,应将系统中的水全部放净,避免冻坏设备。(5)如果在气温低的季节开机,先开启油泵,按电机旋转方向盘动联轴器,使油在压缩机内循环,充分润滑,这个过程一定要在手动开机方式下进行;如果是氟利昂制冷剂,开机前要先开油加热器加热润滑油,油温要保证在25℃以上。(6)机组长期停机,应每隔10天左右开启一次油泵,保证压缩机内各部位都有润滑油,每次油泵开动10分钟即可;每2~3个月开动一次压缩机,每次1小时,保证运动部件不会粘在一起。(7)每次开机前,最好盘动压缩机几圈,检查压缩机有无卡阻情况,并使润滑油均匀分布各部位。
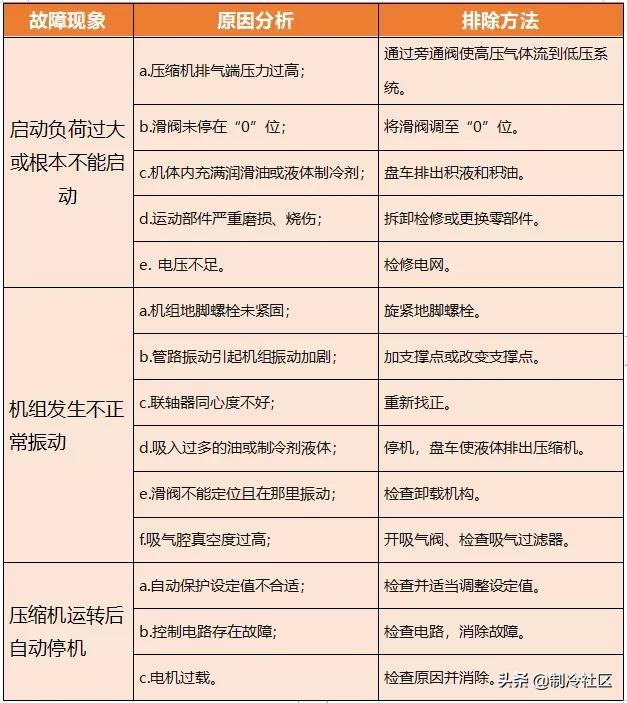
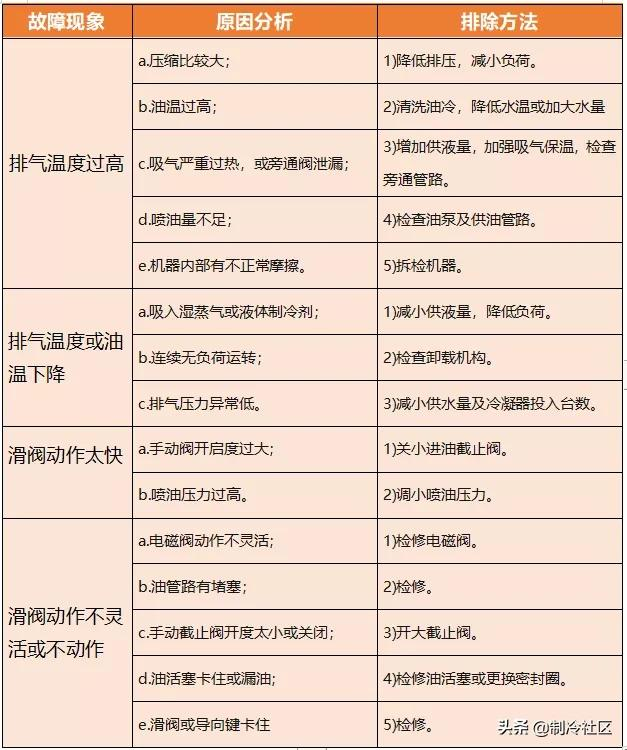
二、螺杆式制冷压缩机的故障分析及排除
压缩机机体温度过高a.压缩比过大;b.喷油量不足;c.吸气严重过热,或旁通阀泄漏;d.运动部件有不正常摩擦。同排气温度过高。最主要的原因是运动部件有不正常摩擦,检修压缩机或更换止推轴承。
三、螺杆式制冷压缩机的检修
1、 拆卸
在螺杆压缩机必须进行大修前,有可能的话,将滑阀卸载到“0”位,正常停机,切断电源。截断与压缩机相连的管路,将压缩机内的制冷剂和润滑油排出后,方可拆卸压缩机。注意拆卸时要养成好的习惯,不同部位的零件要分别摆放,并作好必要的装配标记。
(1)拆下与压缩机相连的管路、联轴器、地脚螺栓后,将压缩机吊运至工作场所。最好有操作平台。
(2)拆下吸器过滤器、吸气止回阀。
(3)拆下能量指示器。
(4) 取下定位销,平行取下吸气端盖,取出油活塞和平衡活塞。注意取定位销时只能拔出而不能砸出来,一定要先取出定位销,再卸下所有的螺栓,防止吸气端盖的重量全部作用在定位销上,将定位销压弯。
(5)拆下轴封盖,取出轴封。注意不要碰伤动、静环。
(6)取下定位销,拆下排气端盖。
(7) 取下轴承压盖、防松螺母、垫片、止推轴承、调整垫等。拆卸防松螺母要使用随机专用工具并先起开防松垫片的锁片。随时作好标记,分别摆放。
(8)取出定位销后,拆下排气端座。
(9)利用专用吊环螺栓将主动转子缓慢、平稳取出,不要与机体碰撞。这时从动转子是随之转动的。
(10)取出从动转子。
(11)取出滑阀。
2、检查检查的项目包括:(1)检查机体内表面、滑阀表面有无不正常的磨痕,并用内径千分表测量内表面尺寸及圆度。(2)检查主、从动转子端面与吸排气端座有无磨痕。(3)检查主、从动转子外径及齿面的磨损情况,并用外径千分表测量转子的外径。(4)测量转子主轴径及主轴承孔的内径尺寸,检查主轴承磨损情况。(5)检查轴封的磨损情况。(6)检查所有“o”型圈和弹簧的变形、损坏情况。(7)检查压缩机所有内油路情况。(8)检查能量指示器有无损坏或卡阻现象。(9)检查油活塞、平衡活塞有无不正常磨损。(10)检查联轴器的传动芯子或膜片有无损伤。
3、 修理检查之后,就要对有损伤的零件进行维修或更换。具体内容如下:(1)对不太严重的磨损及拉毛现象,可以由钳工用油石研磨光滑。转子轴颈和轴封动静环表面不得有任何锈蚀、裂纹等缺陷。主轴颈表面经磨光加工后应仔细测量其尺寸,并以此为依据调整主轴承。
(2)主轴承如磨损严重,超过了与轴配合的间隙限度,应更换。如采用浇铸轴承合金的方式,必须保证内表面与轴承孔的同轴度。
(3)止推轴承损坏或游隙增大,必须更换新的。并应测出其真空游隙大小,以此为依据配轴承调整垫。
(4)所有的垫片及“O”型圈如果损坏必须更换。垫片可以自己加工,但注意螺栓孔附近不能出现折断或裂缝,以免泄漏。垫片应选用优质材料。“O”型圈应选用适应制冷剂的材质。
(5)将机体两端面、吸排气端座平面上的密封胶清洗干净。注意不要将表面刮伤。
4、装配在对每个零件进行检查、并对损坏零件修理或更换后,可以进行装配工作。装配时要注意拆卸时记下的标记,不要将零件搞混。装配时,要随时测量各部位的装配间隙,对间隙超标的部位,要调整间隙或更换零件。(1)将所有零件清洗干净,用压缩空气吹干。
(2)将所需使用的工具准备齐全,清洗干净。
(3)将主轴承按原位装入轴承孔内,并测量轴承内径,使内径符合与转子轴颈配合的间隙要求。
(4)在吸气端座与机体的贴合面上均匀涂抹密封胶。
(5)将吸气端座靠在机体吸入端,串入部分螺栓承担重量。压入定位销后,将螺栓紧固。
(6)安装滑阀及其导向托板。导向托板先以定位销定位后方可用螺栓固定。
(7)将吸入端主轴承孔及机体内孔涂抹干净的、与运行时使用的相同型号润滑油,装入阳转子及阴转子。后装的转子要慢慢旋入,不可强行压进机体内。
(8)将阴、阳转子靠紧在吸气端座上,测量转子排气端面与机体排气端面的尺寸差值
(9)在排气端座与机体的贴合面上均匀涂抹密封胶。
(10)将排气端座靠在机体排出端,压入定位销后,将螺栓紧固。装排气端座时注意主轴承内孔,切勿损伤主轴承。
(11)装入调整垫片、止推轴承,并用圆螺母及防松锁垫将止推轴承内隔圈固定在转子的轴颈上。止推轴承成对安装,并注意安装方向。
(12)装上转子轴承压盖,将止推轴承外隔圈压紧在机体上。
拆下排气端座与机体的连接螺栓,将排气端座连同转子一同拖出,测量转子排气端面与排气端座之间的间隙,此间隙即为排气端间隙。如间隙不合理,应改变调整垫的厚度。调整好排气端间隙后装配。装好后按实际运转方向盘动主动转子,转动应灵活无卡阻现象。
(13)将排气端盖装上定位销,加垫片以螺栓固定。
(14)装入轴封动环,在动环表面及胶圈涂抹冷冻油。
(15)将静环装入轴封压盖,加垫片以螺栓固定在排气端座上。通过垫片厚度调整轴封弹簧的予紧力。静环表面及静环胶圈也涂抹冷冻油。
(16)装入油活塞及平衡活塞。装配时涂抹冷冻油。
(17)将吸气端座装上定位销,加垫片以螺栓固定。
(18)装能量指示器,注意指针与滑阀位置相对应。
(19)将检修好的吸气过滤器及止回阀装到吸气端座上。将装好的压缩机运至机组上。找好同轴度后固定压缩机和电动机,并用联轴器连接。
5、 检修后试运转检修后对压缩机进行气密性试验和真空试验。试验合格后方可进行试运转。主要检查滑阀的动作、油泵油压是否正常、运转时噪声及振动是否正常。停机后盘车应正常。
拓展知识:
标题:空调压缩机如何清洗家电维修(空调压缩机油怎么清洗)
地址:http://www.hmhjcl.com/gzdm/12108.html